
Отзывы
{kind=link}
{kind=link}
{kind=link}
Отчет о проведении исследований износостойкости токоподвода из материала БрНХК(ф) 4-1-1 (АКН)
Работа проводилась на установке спирального оребрения труб со схемой нагрева токами высокой частоты, показанной на рис.1.
Скользящие контакты (токоподводы 1 и 2), расположенные соответственно на трубки ленте, передают высокочастотную энергию непосредственно в металл трубы и ленты. Высокочастотный ток, протекающий по пути наименьшего сопротивления, проходит путь от контакта к ленте по кромке ленты к вершине угла схождения ленты с трубой и возвращается через поверхность трубы к трубному контакту.
Благодаря поверхностному эффекту и эффекту близости двух токоподводящих элементов (трубы и ленты) ток нагревает внутреннюю кромку ленты и внешнюю поверхность трубы в точке схождения ленты с трубой до сварочной температуры.
Основными требованиями, предъявляемыми к материалу токоподводов является электропроводность и износостойкость.
В рамках данной работы проводились исследования износостойкости материала БрНХК(ф) 4-1-1, изготовленного в соответствии с ТУ 1846- 004-80569151-2013 и штатного материала БpX1Цр по ТУ 48-21-779-85.
Схема нагрева при спиральном оребрении труб
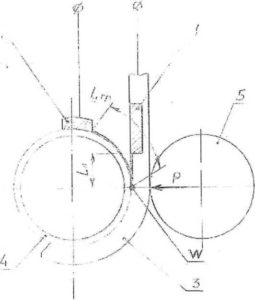
Рис.1.1.
- 1. контакт токоподвода к ленте;
- 2. контакт токоподвода к трубе;
- 3. лента (ребро);
- 4. труба;
- 5. сварочный ролик;
- Ln - расстояние от точки сварки до токоподвода к ленте;
- Lrp - расстояние от точки сварки до токоподвода к трубе;
- W - точка сварки;
- Р - усилие осадки.
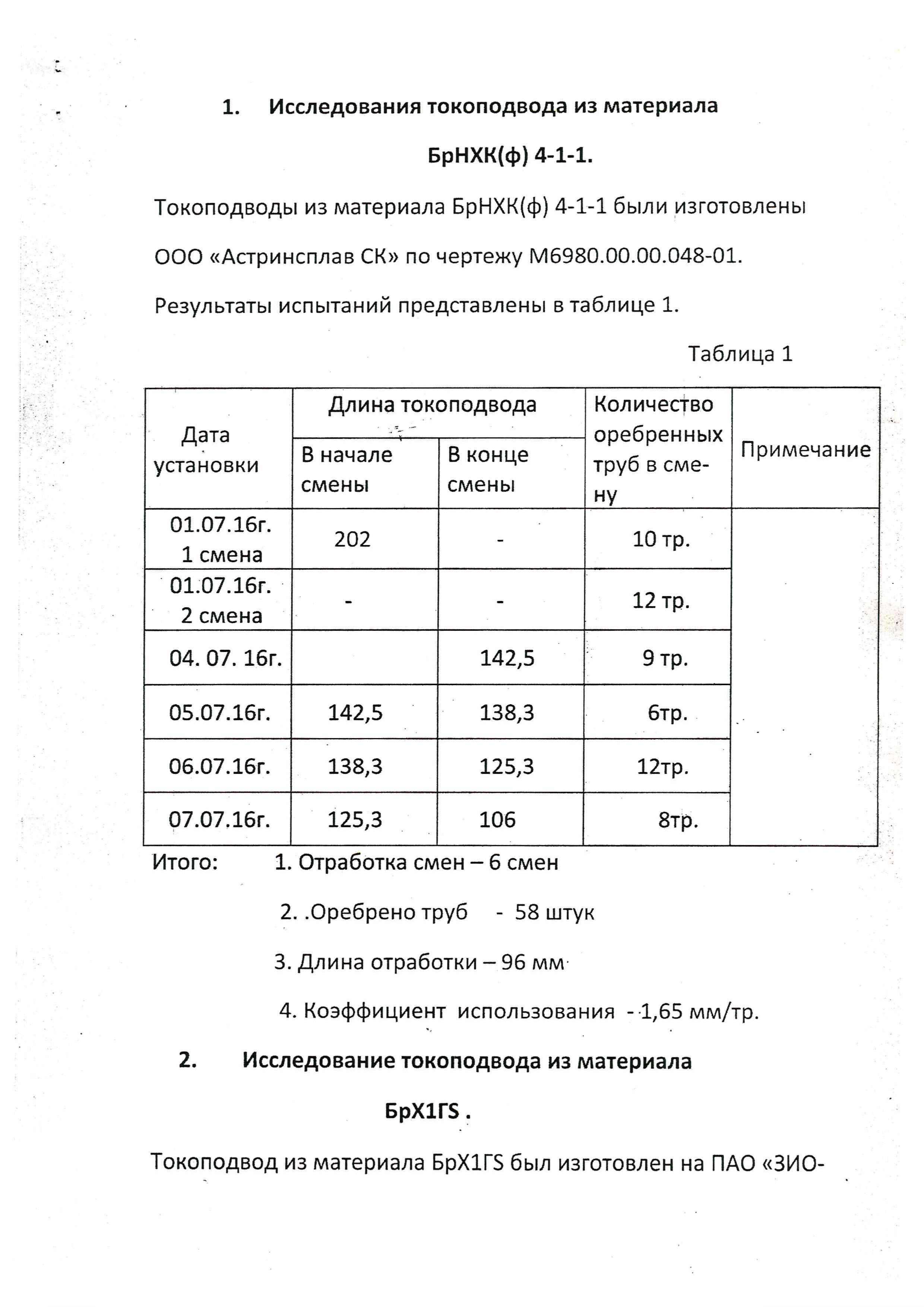
1. Исследования токоподвода из материала БрНХК(ф) 4-1-1
Токоподводы из материала БрНХК(ф) 4-1-1 были изготовлены ООО «Астринсплав СК» по чертежу М6980.00.00.048-01. Результаты испытаний представлены в таблице 1.
Таблица 1
| Дата установки | Длина токоподвода | Количество оребрённых труб в смену | |
| В начале смены | В конце смены | ||
| 01.07.16г. 1 смена | 202 | 10 тр. | |
| 01.07.16г. 2 смена | 12 тр. | ||
| 04. 07.16г. | 142,5 | 9 тр. | |
| 05.07.16г. | 142,5 | 138,3 | 6 тр. |
| 06.07.16г. | 138,3 | 125,3 | 12тр. |
| 07.07.16г. | 125,3 | 106 | 8 тр. |
Итого:
- Отработка смен — 6 смен
- Оребрено труб — 58 штук
- Длина отработки — 96 мм
- Коэффициент использования — 1,65 мм/тр.
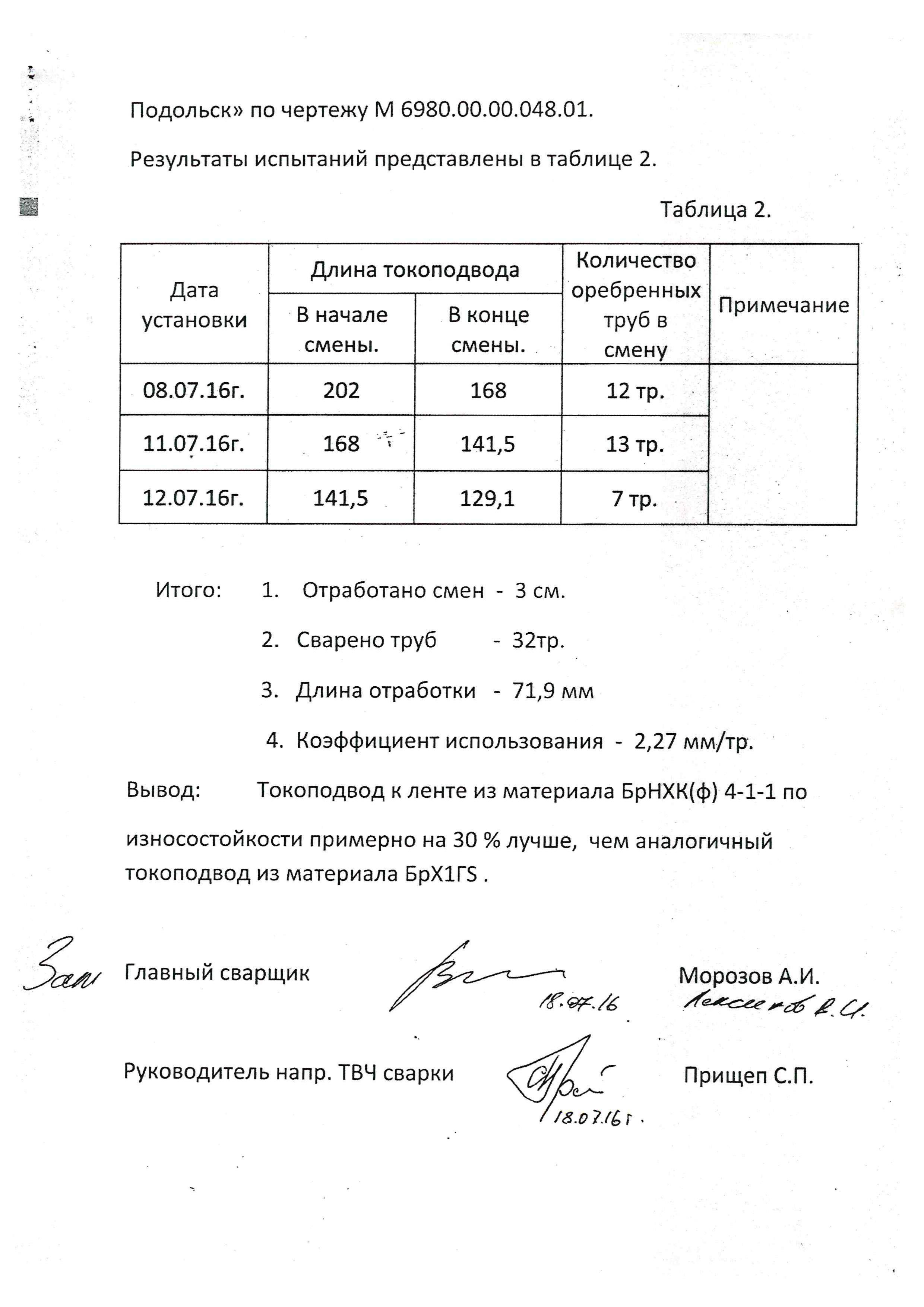
2. Исследование токоподвода из материала БрХ1Цр
Токоподвод из материала БрХ1Цр был изготовлен на ПАО «ЗИО-Подольск» по чертежу М 6980.00.00.048.01. Результаты испытаний представлены в таблице 2.
Таблица 2
| Дата установки | Длина токоподвода | Количество оребрённых труб в смену | |
| В начале смены | В конце смены | ||
| 08. 07.16г. | 202 | 168 | 12 тр. |
| 11.07.16г. | 168 | 141,5 | 13 тр. |
| 12.07.16г. | 141,5 | 129,1 | 7 тр. |
Итого:
- Отработано смен - 3 см.
- Сварено труб – 32 тр.
- Длина отработки - 71,9 мм
- Коэффициент использования - 2,27 мм/тр.
Вывод:
Токоподвод к ленте из материала БрНХК(ф) 4-1-1 по износостойкости примерно на 30 % лучше, чем аналогичный токоподвод из материала БрХ1Цр.
Работниками лаборатории сварки УГТ совместно с работниками кузовного цеха проведены пробные испытания электродов контактной сварки типа С1- 16-60. В2-16-70 из медного сплава БрХЦр производства ООО «Астринсплав СК» г. Санкт-Петербург. Для проведения испытаний были представлены электроды и ТУ 1846-002-80569151-2011 на материал для электродов.
Испытания проводились в производственных условиях кузовного цеха. Электроды устанавливались на машины контактной сварки различных моделей, например MT1818, МТ 2202, ASP- 150 (Корейского производства) и другие. Сваривались детали автомобиля МАЗ различного назначения и формы из листовой стали марок 09Г2С, 08Ю, 08пс, толщиной от 0,9 мм до 2,5 мм в различных сочетаниях толщин, в том числе 1,5+2,5 мм, 1,5+1,0 мм, 1,2+2,5 мм, 2,5+2,5 мм, а также листовые стали с цинкованным покрытием. Режимы сварки устанавливались в соответствии с технологическими процессами изготовления деталей.
В результате испытаний электроды производства ООО «Астринсплав СК» г. Санкт-Петербург из указанного медного сплава БрХЦр показали стойкость при сварке сталей без покрытия на 12-20%, а при сварке сталей с цинковым покрытием на 23-30% выше стойкости электродов производства ООО «Евростар» (Россия, г. Чебоксары). Электроды для контактной сварки из медного сплава БрХЦр можно использовать в производстве ОАО МАЗ.
Место проведения: Рельсосварочное предприятие №8сп ООО «РСП- М»
Цель испытания: Определение износостойкости и ресурса основных вкладышей контактной сварочной машины К-1100 заводской №85 в количестве 4 шт. (вкладыш верхний подвижной и неподвижной колонны К 1000.02.008-01 - 2 шт., (вкладыш нижний подвижной и неподвижной колонны К 1000.02.008 - 2 шт.) изготовленных ООО «АСТРИНСПЛАВ СК» из бронзового сплава повышенной прочности БрНХК(ф)
Материал: Рельсы Р65
Оборудование: Контактная сварочная машина К-1100 заводской №85
Описание испытаний: Сварка рельсовых стыков контактным способом
Результаты: Установка вкладышей была произведена на сварочную машину 07.02.2016 г. Сварка рельсовых стыков производится с 08.02.2016 г. По состоянию на 16.02.2016 г. было сварено 1230 стыков. Износ контактной поверхности вкладышей незначительный. Трещин в районе отверстий для болтов крепления не обнаружено. Характерная деформация контактной поверхности верхних вкладышей от радиуса скругления поверхности катания головки рельса незначительная.
Заключение: в результате испытаний установлено, что вкладыши верхние подвижной и неподвижной колонны К 1000.02.008-01 и вкладыши нижние подвижной и неподвижной колонны К 1000.02.008, изготовленных ООО «АСТРИНСПЛАВ СК» из бронзового сплава повышенной прочности БрНХК(ф), имеют лучшие показатели износостойкости по сравнению с предыдущими, что в свою очередь обеспечит долговечность и увеличит интервал между заменами указанных запасных частей более чем на 50%.
О сплавах БрНХК, БрОЦ
положительные результаты испытаний опытных образцов соединителей, изготовленных с применением прутка БрНХК(ф) ДКРПХ 7x0x0 НД ТУ 1846-001-77767692-2006 взамен БрОЦ4-3 ГОСТ 6511-60, данный материал будет введён в конструкторскую документацию соединителей, как материал-заменитель в IV кв. 2014
С уважением,
И.о. главного конструктора
В.И. Шабанов
В июле 2013 года от ЗАО «Астринсплав СК» г. Санкт-Петербург была получена партия прутков БрНХК(ф) и АКН. Из прутков произведены поршни ф50 и ф40мм для проведения сравнительных испытаний на стойкость. Испытания поршней производились на литейных машинах типа 711А07. По итогам эксплуатации в течение трех месяцев был израсходован один бронзовый поршень каждого сплава и каждого типоразмера, вместо затрачиваемых тридцати стандартных чугунных поршней на каждый типоразмер. Стойкость обоих поршней из сплавов АКН и БрНХК(ф) одинакова.
Считаем целесообразным использование данных материалов для изготовления поршней в дальнейшем.
При проведении сравнительных испытаний на стойкость дисков, изготовленных из бронзы БрНБТ и фланцев АКН 4-1-1 на АСОТ-2 (труба сталь 10 Г2) при прочих равных условиях результаты стойкости:
- количество плетей оребрённых на дисках, изготовленных из бронзы БрНБТ — 40 шт;
- количество плетей оребрённых на дисках, изготовленных из фланцев АКН 4-1-1 — 43 шт.
Основываясь на данном сравнении для дальнейшего применения рекомендуем диски изготовлять из фланцев АКН 4-1-1.

На нашем предприятии произведены производственные испытания фланцев изготовленных из бронзового сплава АКН при спиральном оребрении труб методом ВЧ-сварки для формирования сварного соединения «труба-ребро». Данные работы выполнялись при изготовлении оребренных труб диаметром 38x2.9 мм из стали марки Сталь20 просечной лентой 0.9x18мм из стали марки 08кп с шагом навивки 275 и 300 витков на метр длины трубы. Стойкость фланцев определялась длиной шва приваренной ленты к трубе. Полученные практические данные показали, что усредненная стойкость фланцев, изготовленных из бронзового сплава АКН в 1,3 раза выше стойкости фланцев изготовленных из бронзы БрБ2, ранее применявшихся в производстве.
Исходя из данных результатов нами принято решение о полной замене фланцев из бронзы БрБ2 на фланцы, изготовленные из бронзового сплава АКН при производстве спирально оребренных труб.
В ходе опытной эксплуатации верхних токоподводящих электродов, изготовленных из бронзы БрНХК(ф), установленных на сварочной машине К-1000 на подвижной и неподвижной колоннах, после сварки 1500 стыков рельсов деформация и износ рабочей поверхности практически отсутствует, по сравнению с электродами, изготовленными из бронзы БрХ, деформация и износ на которых значительно больше после сварки такого же количества сварных стыков.